 |
|
|
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Materiali |
mS |
mD |
|
Acciaio su acciaio |
0.15 |
0.09 |
|
Acciaio su ghiaccio |
0.03 |
0.01 |
|
Pneumatico su strada asciutta |
1.0 |
0.7 |
|
Pneumatico su strada bagnata |
0.7 |
0.5 |
Per metalli non lubrificati o superfici lisce ordinarie e non pulitissime, esposte agli agenti atmosferici, il valore è circa 1; per lo stesso metallo contaminato dal tocco delle mani il valore scende a 0.3 ÷ 0.1. Nei sistemi ben progettati e ben lubrificati può scendere sino a 0.005 e, in circostanze davvero speciali, si può raggiungere lo 0.000005; viceversa metalli pulitissimi e lucidi, sotto vuoto, hanno valori pari a 100 o 200, a volte oltre, e possono verificarsi saldature a freddo delle superfici a contatto dovute a fenomeni di adesione.
La lubrificazione è in generale di due tipi: idrodinamica e limitata; è basata sulle condizioni in cui si opera: carico e velocità dell'apparecchiatura, viscosità del lubrificante. Quando le superfici levigate sono separate da uno strato di lubrificante e non vengono mai in contatto, quindi non contribuiscono alle forze attrito, si è in una condizione detta lubrificazione idrodinamica; quando invece c’è contatto intermittente da cui seguono attriti significativi si è nella condizione detta lubrificazione limitata.
Mantenere intatto il velo di fluido lubrificante fra le superfici in movimento relativo è di solito fatto meccanicamente, ad esempio tramite pompaggio forzato. Nel caso di un perno cilindrico e non ancorato la rotazione dell’albero agisce da pompa e mantiene il velo di lubrificante: il perno flotta in equilibrio sul sottile velo, costituito dall’olio che fluisce e che si disperde di solito ai cuscinetti di sostegno, posti alle estremità.
L’equilibrio del velo d’olio può essere alterato da:
· aumento del carico à schizzi d’olio
· aumento della temperatura à maggior dispersione dell’olio
· sostituzione dell’olio con uno meno viscoso à maggior dispersione dell’olio
· riduzione della velocità di rotazione à assottigliamento del velo
La lubrificazione di un albero che ruota dentro un cilindro offre il classico esempio della teoria idrodinamica dell’attrito volvente, come descritta da Osborn Reynolds nel 1886. La teoria assume che in queste condizioni l’attrito avvenga solo all’interno del velo di fluido ed è funzione della viscosità del fluido.
Come la pressione o il carico aumentano, anche la viscosità dell’olio aumenta. Quando il lubrificante è trasportato nella zona prossima all’area di contatto le due superfici si deformano elasticamente a causa della pressione del lubrificante stesso. Nella zona di contatto la pressione idrodinamica sviluppata nel lubrificante causa ulteriore aumento della viscosità, sufficiente a separare le due superfici alle estremità dell’area di contatto. Per via di quest’alta viscosità e del breve tempo necessario al trasporto del lubrificante attraverso l’area di contatto, esso non sfugge via e le superfici restano comunque separate.
Il carico ha effetto trascurabile sullo spessore del velo perché alle pressioni in gioco il velo è già piú rigido del metallo: saranno quindi le superfici a deformarsi, aumentando l’area di contatto.
Le semplici ipotesi fatte nella discussione sulla lubrificazione a velo di fluido non sono tuttavia quasi mai verificate nella pratica. In certe condizioni – come negli ammortizzatori: carico costante e notevole, discrete temperature, basse velocità relative e viscosità criticamente bassa – il sistema lubrificante non resta a regime idrodinamico. La situazione si manifesta quando si verificano contatti intermittenti tra le superfici, che portano un significativo aumento della temperatura e la conseguente distruzione delle superfici a contatto. In tali circostanze il velo di fluido non è piú in grado di proteggere adeguatamente i materiali e devono essere adottati altri approcci, come l’uso di lubrificanti speciali con additivi rafforzanti del velo.
Quando un corpo si muove in un fluido risente delle forze di attrito; la resistenza presentata dal mezzo varia da un fluido all’altro, ad esempio nella glicerina è maggiore che nell’acqua; questo si traduce qualitativamente dicendo che la glicerina è piú viscosa dell’acqua. La viscosità è quindi una misura degli attriti interni.
Per decidere empiricamente quale di due fluidi sia piú viscoso dell’altro si può riempire con i liquidi in esame due recipienti cilindrici uguali disposti verticalmente e lasciarvi poi cadere due sferette d’acciaio di uguali raggi: nel liquido piú viscoso la sferetta scende piú lentamente.
Consideriamo il caso di un fluido che scorre lentamente ed in condizioni di regime in un tubo: il moto avviene in modo ordinato e se si considera un volume arbitrariamente piccolo di liquido questo si muove parallelamente all’asse del tubo; si ha quindi un moto per strati (moto laminare). Lo strato di liquido a contatto con la superficie del tubo è praticamente fermo, mentre la velocità di scorrimento è massima lungo l’asse centrale. Come si ha una forza attrito nel caso di due corpi solidi che si muovono uno rispetto all’altro restando in contatto, cosí una forza si esercita anche fra due strati di liquido adiacenti ma in movimento con velocità diverse e quindi in moto l’uno rispetto all’altro. Newton osservò per primo che nella maggior parte dei liquidi, detti newtoniani, la forza attrito che agisce su uno strato di liquido (sufficientemente piccolo da poter considerare costante la velocità di tutti i suoi punti) ha direzione opposta al moto ed intensità proporzionale alla superficie dello strato e alla rapidità di variazione della velocità lungo la normale allo strato considerato:
![]()
Il coefficiente di proporzionalità h è detto coefficiente di viscosità o di attrito interno dinamico. Nei liquidi diminuisce rapidamente al crescere della temperatura, e di solito cresce con la pressione (l’acqua è una delle poche eccezioni): per valori di circa 2.000 atmosfere risulta doppio rispetto a quello a pressione ambiente. Negli aeriformi, invece, cresce con la temperatura ed è, entro larghi limiti, indipendente dalla pressione.
La viscosità è una delle proprietà piú importanti di un olio lubrificante: è responsabile della formazione del velo d’olio in entrambe le condizioni di velo spesso o sottile; influenza la generazione di calore nei supporti, nei cilindri e negli ingranaggi, dovuta agli attriti interni del fluido; influisce le proprietà sigillanti dell’olio ed il suo tasso di consumo; determina la facilità con cui la macchina può essere avviata a varie temperature, in particolare a freddo. La soddisfacente operatività di ogni parte d’un meccanismo dipende dall’uso di un olio di giusta viscosità alle condizioni d’esercizio nominali.
Il concetto alla base della viscosità dinamica è mostrato
nella figura a lato, dove la piastra è trascinata a velocità uniforme sopra un
velo d’olio che aderisce sia alla superficie in movimento sia a quella ferma;
l’olio a contatto con quella in movimento scorre alla stessa velocità v
della superficie mentre l’olio a contatto di quella ferma ha velocità nulla. Nel
mezzo, il velo d’olio può essere visto come una successione di strati, ciascuno
trascinato da quello soprastante ad una frazione della velocità v
proporzionale alla distanza dalla superficie della piastra mobile. Per superare
l’attrito fra gli strati di fluido dev’essere applicata alla piastra mobile una
forza ![]() e
siccome l’attrito è correlato alla viscosità ne segue che la forza necessaria a
muovere la piastra è funzione della viscosità del lubrificante.
e
siccome l’attrito è correlato alla viscosità ne segue che la forza necessaria a
muovere la piastra è funzione della viscosità del lubrificante.
La viscosità può allora essere determinata misurando la forza richiesta per superare l’attrito del fluido in un velo di dimensioni conosciute; essa prende cosí il nome di viscosità dinamica o assoluta. È funzione del solo attrito interno del fluido ed è la quantità usata piú spesso nella progettazione dei supporti e nei calcoli dei fluidi oleodinamici. Di solito è espressa in Poise (P) o, nel S.I., in Pascal/sec (Pa/sec) e vale la relazione 1 Pa/sec = 100 P.
Di solito, però, si preferisce misurare la viscosità in modo tale che la misura sia influenzata dalla densità dell’olio: si parla allora di viscosità cinematica e la si usa spesso per caratterizzare il lubrificante. La viscosità cinematica di un fluido equivale a quella dinamica divisa per la densità, entrambe misurate alla stessa temperatura ed espresse in unità commensurabili. Le unità piú usate sono gli Stokes (St) ed i centistokes (cSt) e, nel S.I., i mm2/sec. Vale la relazione 1 mm2/sec = 0.01 St = 1 cSt.
La viscosità dinamica espressa in Poise può essere convertita facilmente in quella cinematica espressa in Stokes dividendola per la densità del fluido espressa in g/cm3 alla stessa temperatura. In sintesi:
![]()
![]()
![]()
![]()
Sono stati usati anche altri sistemi per la misura di viscosità, tra cui quelli di Saybolt, Redwood ed Engler, per via della loro famigliarità a molti; gli strumenti sviluppati per questi sistemi sono però ormai usati di rado. La maggior parte delle misure è ora espressa in centistokes ed eventualmente viene poi convertita in altre unità.
La viscosità di ogni fluido cambia con la temperatura, aumentando al diminuire di quest’ultima e viceversa. Può anche variare in funzione dello shear stress e dello shear rate.
Per confrontare le variazioni di viscosità degli oli a base minerale al variare della temperatura, si può usare il metodo ASTM D2270 che fornisce un modo per calcolare l’indice di viscosità (VI). Questo è un numero arbitrario che caratterizza la variazione di viscosità cinematica di un prodotto petrolifero in funzione della temperatura. Il calcolo è basato sulla viscosità cinematica misurata a 40° C ed a 100° C. Per gli oli di viscosità cinematica simile, piú l’indice è grande minore è la dipendenza dalla temperatura.
I benefici di un maggior valore di VI sono due: 1) maggior viscosità alle alte temperature, che implica minor consumo d’olio motore e minori usure; 2) minor viscosità alle basse temperature, che implica una miglior capacità d’avvio a freddo ed un minor consumo di carburante durante i primi minuti di riscaldamento.
La misura della viscosità assoluta in condizioni realistiche ha però rimpiazzato il concetto d’indice di viscosità (VI) nella valutazione dei lubrificanti in condizioni operative.
Un altro fattore importante nella misura di viscosità è l’effetto dello shear stress (sbattimento del fluido) e dello shear rate (frequenza di sbattimento). In certi fluidi, detti newtoniani, la viscosità è indipendente dallo shear stress e dallo shear rate; in altri, detti non newtoniani, è viceversa influenzata da loro.
La misura della viscosità cinematica è di solito eseguita a bassa frequenza di agitazione (100 sec-1), ma sono disponibili anche metodi per misurarla a frequenze di sbattimento in grado di simulare l’ambiente in cui il lubrificante si troverà nelle condizioni operative, ad esempio la scatola del differenziale o del cambio. Gli strumenti di misura tipici sono:
1) Il viscosimetro capillare: misura il flusso di un volume prefissato di fluido attraverso un minuscolo foro, a temperatura controllata. La frequenza di agitazione può essere variata da quasi 0 sino a 106 sec-1 cambiando il diametro della capillarità e/o la pressione applicata. I tipi di questo strumento e le loro modalità operative sono le seguenti:
viscosimetro capillare a tubo: il fluido passa per gravità attraverso un orifizio di diametro fisso; la frequenza di sbattimento è inferiore a 10 volte al secondo. Con questo sistema si misura la viscosità cinematica dei fluidi usati in campo automobilistico.
viscosimetro capillare ad alta pressione: la pressione applicata tramite un gas forza un volume di fluido attraverso un tubicino di piccolo diametro. La frequenza di sbattimento può essere variata sino a 106 sec-1. Questa tecnica è di solito usata per simulare l’olio motore nei supporti dell’albero a gomiti. La viscosità cosí determinata viene detta HTHS (high‑temperature high‑shear) ed è misurata a 150° C a 106 sec-1. La si misura anche con il simulatore di supporti (vedasi sotto).
2) Il viscosimetro rotativo: utilizza la torsione di un’asta rotante per misurare la resistenza allo scorrimento del fluido. Il cold cranking simulator (CCS), il mini rotary viscometer (MRV), il brookfield viscometer ed il tapered bearing viscometer simulator (TBVS) sono tutti viscosimetri rotativi. La frequenza di sbattimento può essere variata cambiando le dimensioni del rotore, la spaziatura fra il rotore e lo statore e la velocità di rotazione. I tipi di questo strumento e le loro modalità operative sono le seguenti:
cold cracking simulator (CCS): misura la viscosità apparente nell’intervallo 500÷200.000 cP. La frequenza di sbattimento varia tra 104 e 105 sec-1; la temperatura operativa normale tra 0° e ‑40° C. Il CCS ha mostrato un’eccellente correlazione con i dati rilevati nell'albero a gomiti dei motori, a basse temperature. La classificazione di viscosità SAE J300 specifica le caratteristiche viscometriche a bassa temperatura di un olio motore attraverso i limiti CCS ed i requisiti MRV.
mini rotary viscometer (MRV): questo test, correlato al meccanismo di pompaggio, è una misura a bassa frequenza di sbattimento. Il lento raffreddamento del campione è la chiave del sistema; il campione viene prima trattato affinché abbia una specifica storia termica che includa riscaldamento, raffreddamento lento e cicli di bagnatura. L’MRV misura l’apparente produzione di stress che, se superiore ad una soglia, indica potenziali problemi dovuti ad aria nel circuito di pompaggio. Oltre una certa viscosità, definita dalla normativa SAE J300 pari a 60.000 cP, l’olio può essere soggetto a malfunzionamenti in sede di pompaggio per via di un meccanismo chiamato “funzionamento a flusso limitato”. Un olio SAE 10W, per esempio, deve avere viscosità massima di 60.000 cP a –30° C senza produrre stress. Il metodo misura anche la viscosità apparente in condizioni di frequenza di sbattimento da 1 a 50 volte al secondo.
brookfield viscometer: misura un ampio range di viscosità (da 1 a 105 P) in condizioni di bassa frequenza di sbattimento (sino a 100 volte al secondo). È usato principalmente per determinare la viscosità a bassa temperatura dell’olio e dei fluidi per sistemi idraulici industriali, di solito per ingranaggi automobilistici, trasmissioni automatiche e convertitori di coppia. La temperatura di prova è mantenuta costante nell’intervallo –5°÷‑40° C. La tecnica di scanning brookfield misura la viscosità di Brookfield del campione quando viene raffreddato di 1° C all’ora. Questo metodo, come l’MRV, è pensato per la pompabilità degli oli a bassa temperatura e riporta anche sia il punto di gelatina, definito come la temperatura alla quale il campione raggiunge i 30.000 cP, sia l’indice di gelatina che è definito come il piú elevato tasso di variabilità dell’incremento di viscosità da –5° C alla piú bassa temperatura di prova. Trova applicazione negli oli motore ed è richiesto dalla norma ILSAC GF‑2.
tapered bearing simulator: misura tassi di viscosità dell’olio motore anche ad elevate temperature e ad alti indici di sbattimento. La necessaria frequenza di agitazione, molto elevata, si ottiene usando separazioni estremamente ridotte tra il rotore e la parete dello statore.
I requisiti fisici sia degli oli motore sia di quelli per ingranaggi sono definiti nella normativa SAE J300, riportata in appendice.
Un’altra importante funzione dei lubrificanti è agire come refrigeranti, asportando il calore generato dagli attriti e da altre sorgenti, come la combustione od il contatto con assai sostanze calde. Per eseguire questo compito, il lubrificante deve rimanere il piú possibile inalterato: variazioni di stabilità termica e chimica (ossidante, in particolare) ne peggiorerebbero l’efficacia; opportuni additivi stabilizzanti possono essere usati in sede di creazione per ottenere le caratteristiche necessarie
L’abilità del lubrificante a rimanere tale anche in presenza di contaminazioni esterne è importantissima, almeno quando gli agenti contaminanti sono acqua, acidi prodotti dalla combustione e particolato. Di solito, ancora una volta, la soluzione per minimizzare gli effetti nocivi risiede nell’uso di additivi.
Usualmente un lubrificante consiste in un fluido base, di solito di origine petrolifera, combinato con additivi chimici che rafforzano le proprietà desiderate della base. I fluidi base sono ottenuti essenzialmente in due modi: raffinazione di olio crudo petrolifero, sintesi di composti organici relativamente puri con caratteristiche adatte ai lubrificanti.
Il petrolio si è formato molti milioni d’anni fa. Si pensa abbia avuto origine dai resti di piccoli animali acquatici e piante che sedimentarono con il fango ed il limo sul fondo degli antichi oceani; quando si formarono gli strati successivi, i depositi furono soggetti ad elevatissime pressioni e temperature e, di conseguenza, subirono trasformazioni chimiche iniziando la formazione d’idrocarburi ed altri costituenti dell’olio crudo. In molte zone l’olio crudo migrò e si accumulò in rocce porose ricoperte da rocce impermeabili che prevenirono ulteriori spostamenti. Di solito al di sotto del bacino petrolifero si trova uno strato di acqua salata concentrato.
L’olio crudo è prelevato trivellando sino a profondità di anche 5 miglia nella crosta terrestre e spesso giunge in superficie con grande pressione assieme a notevoli volumi di gas. Il gas viene separato dall’olio e lavorato per rimuovere i liquidi ad elevata volatilità che costituiscono la benzina naturale; quello piú leggero è venduto come carburante oppure è reimmesso sottoterra per mantenere in pressione il bacino d’olio e quindi aumentare la ricuperabilità del crudo.
L’olio crudo si trova in una vasta varietà di tipi, che spaziano dagli oli dai colori delicati (composti principalmente di benzine) sino a quelli nerissimi quasi come gli asfalti solidi. Questi crudi sono misture altamente complesse che contengono molti idrocarburi: dal metano, principale costituente del gas naturale con un atomo di carbonio, sino a composti formati da 50 e piú atomi di carbonio.

Tipica configurazione degli idrocarburi
Le temperature d’ebollizione aumentano approssimativamente con l’aumentare del numero di atomi di carbonio dei composti:
|
Composti |
Temperature d’ebollizione (°C) |
|
Gas naturale |
Al di sotto dei –20 |
|
Composti della benzina |
30 ÷ 200 |
|
Diesel ed oli per riscaldamento |
200 ÷ 350 |
|
Oli lubrificanti e carburanti pesanti |
Oltre 350 |
I materiali per asfalti pesanti non possono essere vaporizzati perché si decompongono se riscaldati oltre le normali temperature di distillazione: le loro molecole si rompono e formano gas, benzina e carburanti leggeri; oppure si uniscono e formano molecole di alto peso molecolare: i residui carbonosi (coke).
L’olio crudo contiene anche una varietà di composti di zolfo, nitrogeno ed ossigeno; metalli come vanadio e nickel; acqua; sali. Tutti questi elementi possono causare problemi in sede di raffinazione e nelle applicazioni dei prodotti finiti; ridurli o eliminarli accresce i costi di raffinazione ma spesso è necessario.
Il primo passo nella raffinazione del petrolio è di solito la desalinazione, seguita dal riscaldamento in fornace dove l’olio viene in parte vaporizzato. La mistura di liquido caldo e vapore viene immessa in una colonna di frazionamento che opera a pressione superiore a quella atmosferica e separa i gruppi d’idrocarburi in accordo con le loro rispettive temperature d’ebollizione; un residuo pesante nero è trattenuto nella parte inferiore della torre. Poiché il residuo tende a decomporsi a temperature superiori ai 700 °F, gli oli ad elevate temperature d’ebollizione – come quelle dei lubrificanti – devono essere distillati in apposite torri di frazionamento sotto vuoto: la bassissima pressione abbassa allora il punto d’ebollizione dei composti dell’olio. I residui accumulati sul fondo della torre a vuoto sono usati sia negli asfalti sia in ulteriori processi di lavorazione di altri materiali, come le basi brillanti. La frazione separata tramite il processo di distillazione del crudo si chiama straight run.
|
|
|
Ciclo produttivo dei lubrificanti |
Gli oli lubrificanti a base petrolifera sono formati dalla parte di crudo ad alta temperatura d’ebollizione che resta dopo aver rimosso le frazioni leggere. Sono prodotti dall’olio crudo di tutte le parti del mondo: questi crudi differiscono però ampiamente nelle loro proprietà.
Un esempio della complessità del processo di raffinamento dei lubrificanti è la diversità che può esserci in una molecola d’idrocarburo con specifico numero d’atomi di carbonio: quella della paraffina con 25 atomi di carbonio rappresenta un composto che precipita assieme ai normali oli lubrificanti ma può avere 52 atomi d’idrogeno e circa 37 milioni di diverse disposizioni a livello molecolare. Considerando che anche alcune molecole d’idrocarburi naftalinici ed aromatici hanno 25 atomi di carbonio, il numero delle possibili disposizioni molecolari diviene immenso e questo spiega le molte differenze di caratteristiche fisiche, proprietà e qualità delle basi preparate a partire dai vari oli crudi.
La creazione d’un ceppo base dal crudo comporta una serie di processi sottrattivi per rimuovere i componenti indesiderati che alla fine sfocia nella produzione di un olio i grado di soddisfare tutte le caratteristiche richieste. Si compone essenzialmente di cinque passaggi:
1) distillazione sottovuoto: separa la mistura di residui atmosferici in una seria di frazioni che rappresentano i diversi pesi molecolari e le diverse viscosità, comprese fra i 90‑100 ed i 500 neutrals (dove per neutrals s’intende la viscosità SUS a 100° F). Il residuo contiene sia l’olio base pesante sia quello leggero (150‑200 SUS a 210° F), che dovrà essere separato dagli asfalti e dai residui resinosi prima di essere introdotto nel processo estrattivo.
2) estrazione con solventi (fosforosi in questo caso): separa i composti aromatici da quelli non aromatici. Nella sua forma piú semplice consiste nella miscelazione di sostanza fosforose con la base e permette alla miscela di sedimentare in due fasi: l’estrazione e la raffinazione. I due strati vengono separati ed il solvente viene rimosso in ogni fase. Quella estrattiva è ricca d’aromatici, quella raffinativa di paraffine ed idrocarburi. Il processo estrattivo migliora la stabilità termica ed ossidante e le caratteristiche di viscosità/temperatura, come evidenziato dall’alto indice di viscosità (VI).
3) rimozione della cera: è il passo successivo, per migliorare la scorrevolezza alle basse temperature. Di solito viene miscelato il metil-etil-chetone (MEK) con l’olio ceroso, indi la mistura viene raffreddata a temperature di ‑6° ÷ ‑12° C al di sotto del punto voluto. I cristalli di cera che si formano sono poi rimossi dall’olio tramite filtraggio.
4) Processi migliorativi: alcune basi, in particolare le migliori, richiedono un ulteriore processo (ad esempio il trattamento hydrofinishing o quello clay) per migliorare i colori, la stabilità termica e quella all’ossidazione. Il processo hydrofinishing, a volte usato, consiste nel passaggio di olio caldo e idrogeno in un catalizzatore e serve per rimuovere alcuni corpi colorati e componenti instabili, come il nitrogeno e lo zolfo. Il trattamento clay, alternativo, rimuove anch’esso le sostanze scure e le molecole instabili. Sono stati sperimentati parecchi processi basati sull’idrogeno, oltre all’hydrofinishing: l’idrotrattamento, piú severo, è talvolta usato prima dell’estrazione a solventi. L’obiettivo è migliorare il prodotto durante il processo estrattivo convertendo alcune molecole aromatiche, che potrebbero finire nell’estratto, in altre non aromatiche che resteranno in raffineria. Di solito questi processi portano ad un alto grado di desolfazione e ad una modesta rimozione del nitrogeno.
5) idrocracking: un approccio del tutto diverso nella manifattura dell’olio comprende un ancora piú severo processo all’idrogeno, detto idrocracking, che altera la struttura di molte molecole nella base. Quelle aromatiche sono convertite in naftaline, alcuni anelli di naftaline sono lasciati aperti e molte molecole di paraffine vengono risistemate o frammentate. Questo pesante minaneggiamento della base produce molecole che hanno migliori caratteristiche viscosità/temperatura e migliore stabilità termica e ossidativa. Il processo permette quindi una grande flessibilità di produzione di basi di alta qualità a partire dal crudo.
Per minimizzare la disuniformità di produzione e fornire prodotti di notevoli prestazioni, il processo di raffineria deve prestare molta attenzione a questi fattori:
· selezione e conservazione del crudo
· separazione in frazioni aventi temperature di ebollizione simili
· processi di rimozione dei costituenti indesiderati e/o loro trasformazione in altri piú adatti
· miscelazione di additivi chimici che apportino o migliorino le caratteristiche richieste
Un’altra fonte di basi fluide per lubrificanti è la creazione sintetica. Una buona definizione di questi materiali può essere: “sostanza prodotta grazie a reazioni chimiche di composti a basso peso molecolare, al fine di ottenere caratteristiche e proprietà prevedibili”. Questa strada è opposta a quella seguita nella raffinazione degli oli petroliferi (o minerali), composti dai piú disparati elementi chimici, che dipendono dalle tecniche di raffineria e dai crudi usati.
Tra i vantaggi dichiarati per i lubrificanti sintetici rispetto a quelli minerali di qualità paragonabile ci sono: miglior stabilità termica e ossidativa, caratteristiche di viscosità / temperatura piú adatte, migliori proprietà alle basse temperature, superiori caratteristiche di volatilità, proprietà anti attrito piú confacenti agli usi a cui sarà destinato il prodotto.
I fluidi sintetici commerciali non sono confinati entro una singola tipologia chimica, ne esistono moltissimi ed i piú interessanti fra quelli classici per applicazioni automobilistiche e industriali sono: oligomeri olefini, esteri neopentil-polioli, esteri di acidi polibasici, aromatici alcalini. Questi quattro tipi hanno trovato impiego in campo automobilistico come lubrificanti, sia da soli che in combinazione ad oli minerali.
Altri fluidi hanno impieghi di nicchia e trovano applicazione in campi speciali. Alcuni esempi sono i poliglicoli, gli esteri fosfati, i siliconi, gli esteri silicati e gli eteri polifenoli.
I materiali sintetici, in generale, possono essere impiegati in range di temperature molto piú estesi rispetto a quelli minerali nello stesso intervallo di viscosità. Alcuni lubrificanti a base sintetica possono essere mescolati con oli petroliferi per ottenere la necessaria volatilità alle alte temperature e viscosità alle basse: caratteristiche, queste, che non sono disponibili negli oli a base minerale.
Alcune delle piú importanti proprietà necessarie per soddisfare le caratteristiche richieste ad un buon lubrificante sono di solito queste:
1) bassa volatilità nelle condizioni operative; è una caratteristica derivata essenzialmente dalla scelta della base per un particolare tipo di servizio e non può essere migliorata dagli additivi
2) soddisfacenti qualità di scorrevolezza in tutto l’intervallo di temperature d’esercizio; dipendono il larga parte dalla base scelta ma possono essere migliorate tramite modificatori di viscosità e latri additivi in grado di abbassare il punto di fusione. I primi migliorano la viscosità alle alte temperature, i secondi la scorrevolezza alle basse
3) superiore stabilità e capacità di mantenere le caratteristiche native per ragionevoli periodi di tempo; questa proprietà dipende dalle sostanza che compongono la base ma è anche associata al tipo di additivi miscelati, che possono migliorarla di molto. La stabilità del lubrificante è influenzata dall'ambiente in cui opera: fattori quali temperatura, potenziale di ossidazione, contaminazione da acqua e materiale incombusto, corrosione operata dagli acidi, limitano la vita utile del lubrificante. Questa è un’area in cui gli additivi giocano un ruolo fondamentale e possono apportare i maggiori contributi per migliorare le caratteristiche prestazionali ed allungare la vita del lubrificante
4) compatibilità con gli altri materiali presenti nel sistema; la compatibilità con guarnizioni, supporti, piastre di fissaggio ed altro è in parte associata alla base dell’olio e può essere influenzata dall’uso di additivi chimici.
Gli additivi possono essere classificati come sostanze che conferiscono ai lubrificanti ed ai carburanti nuove proprietà, oppure rafforzano quelle che già esistono, quando vengono aggiunti ad essi. In questa sede viene presentata solo una panoramica della loro composizione e delle loro funzioni in quanto l’argomento è molto vasto e complesso ed eccede gli scopi della trattazione.
Disperdono il particolato e controllano la contaminazione del lubrificante, soprattutto alle alte temperature. Di solito sono molecole con una larga coda d’idrocarburo ed un gruppo di testa polarizzato. La sezione di coda, un gruppo oleofilico, serve come solubilizzatore nella base del fluido, mentre il gruppo polarizzato è attratto dai contaminanti. Sebbene questi composti siano chiamati detergenti, la loro funzione appare essere quella di disperdere il particolato piuttosto che pulire dalla sporcizia e dai detriti; sarebbe quindi piú appropriato chiamarli dispersori. Piú avanti verranno discussi la struttura molecolare ed i metodi di preparazione dei disperdenti metallici piú rappresentativi.
Sono prodotti per neutralizzazione di un acido solforico con un base metallica. La reazione può essere vista come
R-SO3H + MO oppure MOH ® R-SO3M + H20
dove: MO è l’ossido metallico bivalente, MOH è l’idrossido metallico bivalente, R è un radicale organico che agisce come gruppo solubilizzatore dell’olio.
Il peso molecolare d’un idrocarburo dev’essere dell’ordine di 350 o piú, e la presenza di radicali organici nella molecola è considerata necessaria per la solubilità in olio del sulfonato. Quelli in commercio sono di due tipi: petroliferi e sintetici.
Sulfonati petroliferi (o naturali)
Sono sali metallici di acidi solforici. Attualmente, per via della grande richiesta di detergenti, sono diventati piú diffusi degli oli bianchi. La struttura della parte organica d’un sulfonato petrolifero non è del tutto nota: dipende dall’olio crudo e può avere varie proporzioni di alifatici, naftanici e gruppi aromatici d’idrocarburi.
Sulfonati sintetici

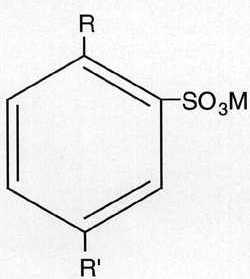 Sono
sali metallici di acidi prodotti dalla sulfonazione d’achilati aromatici tramite
reazione con il triossido di zolfo. In molti casi sono derivati dal benzene con
lunghi sostituenti alcoolici la cui struttura è mostrata a sinistra nella
formula di struttura, dove R e R’ sono radicali alifatici con un carbonio
superiore a C20.
Sono
sali metallici di acidi prodotti dalla sulfonazione d’achilati aromatici tramite
reazione con il triossido di zolfo. In molti casi sono derivati dal benzene con
lunghi sostituenti alcoolici la cui struttura è mostrata a sinistra nella
formula di struttura, dove R e R’ sono radicali alifatici con un carbonio
superiore a C20.
Molti cationi metallici del sulfonato detergente sono calcio, magnesio e sodio. Le terre alcaline sulfonate possono essere preparate dall’azione diretta di acido solforico con ossido metallico o idrossido, oppure per reazione del sodio sulfonato con metalcloride.
I sulfonati solubili in olio che contengono metalli in eccesso rispetto all’ammontare stechiometrico sono detti “basi sulfonate”. Tra i vantaggi di queste basi si annoverano la grande abilità di neutralizzare gli acidi e di agire come disperdenti dei contaminanti.
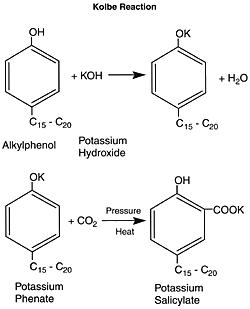 Sono
generalmente preparati dai fenoli alcoolici attraverso uno schema di reazioni
chimiche noto come schema di Kolbe.
Sono
generalmente preparati dai fenoli alcoolici attraverso uno schema di reazioni
chimiche noto come schema di Kolbe.
I salicilati di potassio possono essere metatesizzati con calciocloride o cloride di magnesio. I sali risultanti sono poi trattati per formare detergenti altamente basici che sono stati sperimentati con successo negli oli per motori diesel.
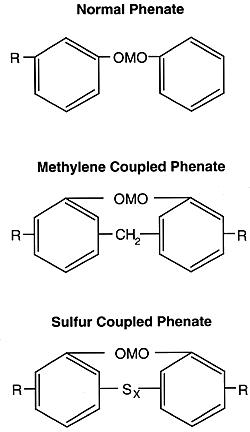 La
vasta classe dei fenoli metallici include i sali d’alkylfenolo, alkylfenolo
solfidico e aldeide alkylfenolo. La solubilità in olio è fornita alkyllizzando
il fenolo con olefini che di solito contengono 7 o piú atomi di carbonio.
La
vasta classe dei fenoli metallici include i sali d’alkylfenolo, alkylfenolo
solfidico e aldeide alkylfenolo. La solubilità in olio è fornita alkyllizzando
il fenolo con olefini che di solito contengono 7 o piú atomi di carbonio.
Lo zolfo viene incorporato nei fenati facendo reagire l’alkylfenolo con la cloride di zolfo o con elementi solforosi. L’introduzione dello zolfo e la presenza del ponte di metilene abbassa la corrosività del prodotto verso i materiali dei supporti e ne migliora le caratteristiche antiossidanti.
Il calcio fenato è al momento il tipo di gran lunga piú usato. È ottenuto facendo reagire il fenolo sostituito con ossido o idrossido metallico. I fenati basici possono essere prodotti utilizzando un eccesso di metallo base, superiore all’ammontare teorico richiesto per formare i fenati neutri; hanno notevole potenziale di neutralizzazione degli acidi per unità di peso. Tali prodotti hanno 2 o 3 volte l’ammontare di metallo richiesto per i fenati neutri.
Nelle strutture dei vari fenati mostrati nella figura, M è metallo bivalente e R è un gruppo alkylico.
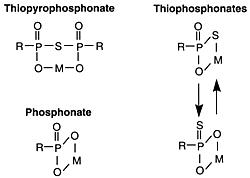 I
prodotti commerciali di questo tipo sono generalmente derivati da componenti
acidi prodotti dalla reazione tra polibutene (peso molecolare tra 500 e 1000) e
fosforo pentasulfide. Lo studio della struttura indica che i sali organici
presenti sono principalmente thiopyrofosfonati, affiancati in alcuni casi dal
10‑25 mole % di fosfonati e thiofosfonati. I fosfonati solubili in olio e
thiofosfonati che contengono metallo in eccesso rispetto all’ammontare
stechiometrico possono altresí essere preparati, tuttavia sono pressoché
scomparsi dall’uso.
I
prodotti commerciali di questo tipo sono generalmente derivati da componenti
acidi prodotti dalla reazione tra polibutene (peso molecolare tra 500 e 1000) e
fosforo pentasulfide. Lo studio della struttura indica che i sali organici
presenti sono principalmente thiopyrofosfonati, affiancati in alcuni casi dal
10‑25 mole % di fosfonati e thiofosfonati. I fosfonati solubili in olio e
thiofosfonati che contengono metallo in eccesso rispetto all’ammontare
stechiometrico possono altresí essere preparati, tuttavia sono pressoché
scomparsi dall’uso.
Sono di solito sostanze organiche che controllano la contaminazione del lubrificante nell’uso a bassa temperatura. Sia i disperdenti sia i detergenti attaccano le medesime sostanze e le mantengono in sospensione; hanno quindi finalità abbastanza simili, tuttavia i disperdenti sono spesso piú efficaci. Il particolato in sospensione viene eliminato assieme al lubrificante quando quest’ultimo viene sostituito.
Un grande progresso nel campo degli additivi è stato la scoperta e l’uso dei disperdenti senza cenere; possono essere suddivisi in due categorie:
· disperdenti polimerici ad alto perso molecolare, usati nella formulazione di oli multigrado
· additivi a basso peso molecolare, usati dove non servono modificatori di viscosità
Sono molto piú efficaci di quelli metallici nel controllo delle morchie e dei depositi di lacche, causate dall’uso intermittente dei motori a benzina (soprattutto a freddo). I composti utili in queste sostanze sono ancora caratterizzati da un gruppo polare attaccato ad una catena d’idrocarburo di peso molecolare relativamente alto. Il gruppo polare contiene generalmente uno o piú elementi quali nitrogeno, ossigeno e fosforo. Le catene solubilizzatrici sono di solito a piú elevato perso molecolare rispetto a quelle dei detergenti, tuttavia hanno parecchie similitudini con loro.
Per motivi di spazio non verranno descritti tutti i materiali che rientrano in questa categoria: la discussione sarà limitata ai piú usati e diffusi; si manterrà la nomenclatura internazionale tranne nei casi piú comuni.
La maggioranza dei prodotti oggi in uso sono di questo tipo oppure sono materiali correlati che soddisfano la formula generale:
 L’acido
alkenylsuccinico intermedio è ottenuto condensando un polimero olefinico, di
solito un polisobutilene con peso molecolare nel range 800 ÷ 1200,
con anidride maleica. La parte base dell’additivo risulta di solito da N‑amino
alkylpolyamines.
L’acido
alkenylsuccinico intermedio è ottenuto condensando un polimero olefinico, di
solito un polisobutilene con peso molecolare nel range 800 ÷ 1200,
con anidride maleica. La parte base dell’additivo risulta di solito da N‑amino
alkylpolyamines.
 I
materiali d’interesse commerciale in quest’area richiedono prodotti costituiti
dall’esterificazione di olefini sostituiti, acidi succinici con alcooli
alifatici o poliidrici. Il sostituente olefinico nell’acido ha almeno 50 atomi
di carbonio alifatici ed un peso molecolare che varia da 700 a 5000. Un esempio
è la produzione per reazione di glicoletilene con anidride succinica sostituita,
la cui formula di reazione appare nella figura a lato.
I
materiali d’interesse commerciale in quest’area richiedono prodotti costituiti
dall’esterificazione di olefini sostituiti, acidi succinici con alcooli
alifatici o poliidrici. Il sostituente olefinico nell’acido ha almeno 50 atomi
di carbonio alifatici ed un peso molecolare che varia da 700 a 5000. Un esempio
è la produzione per reazione di glicoletilene con anidride succinica sostituita,
la cui formula di reazione appare nella figura a lato.
Gli alcoli poliidrici come il glicerolo, il pentaeritriolo ed il sorbitolo possono essere impiegati in alcune reazioni.
 Alcuni
composti sono formati dalla condensazione d’un fenolo alkyl‑sostituito ad
elevato peso molecolare, un alkylenepolyamine ed un’aldeide come la formaldeide.
Una possibile reazione è mostra nella figura a lato.
Alcuni
composti sono formati dalla condensazione d’un fenolo alkyl‑sostituito ad
elevato peso molecolare, un alkylenepolyamine ed un’aldeide come la formaldeide.
Una possibile reazione è mostra nella figura a lato.
Sono anch’essi disperdenti senza cenere e possono assolvere la doppia funzione di disperdenti e modificatori della viscosità. Hanno due diverse caratteristiche strutturali: i primi sono simili ai materiali usati come modificatori di viscosità, gli altri ai composti polari (che forniscono la dispersività). I modificatori della viscosità saranno trattati piú avanti.
 La
funzione degli inibitori dell’ossidazione è prevenire il deterioramento del
lubrificante causato dagli attacchi dell’ossigeno. Essi distruggono i radicali
liberi (rottura della catena) e/o interagiscono con i perossidi coinvolti nel
meccanismo d’ossidazione. Tra i piú usati antiossidanti ci sono i generi
fenolici e ditiofosfati di zinco; i primi sono considerati una varietà di
chain breaking, i secondi distruttori di
perossidi.
La
funzione degli inibitori dell’ossidazione è prevenire il deterioramento del
lubrificante causato dagli attacchi dell’ossigeno. Essi distruggono i radicali
liberi (rottura della catena) e/o interagiscono con i perossidi coinvolti nel
meccanismo d’ossidazione. Tra i piú usati antiossidanti ci sono i generi
fenolici e ditiofosfati di zinco; i primi sono considerati una varietà di
chain breaking, i secondi distruttori di
perossidi.
La corrosione dei supporti metallici è considerata principalmente dovuta alla reazione di acidi con il metallo del supporto. Nel funzionamento del motore gli acidi hanno origine come prodotti sia di una combustione non completa del carburante (che finisce nel lubrificante tramite sfogo di gas), sia di ossidazione del lubrificante stesso. Gli inibitori riescono a ridurre parecchio queste tendenze.
I detergenti riducono la corrosione dei supporti neutralizzando gli acidi corrosivi; altri inibitori, come i ditiofosfati di zinco e gli olefini fosfozolfati, non solo inibiscono l’ossidazione ma formano anche un velo protettivo sulle superfici del supporto rendendolo inattaccabile dagli acidi. Nella figura è riportato un esempio d’inibitore fenolico.
Tipici chain breaking. L’efficacia di questi inibitori viene aumentata di molto sostituendo i gruppi alkyl nelle due posizioni orto e para; è particolarmente accresciuta quando i sostituenti orto sono gruppi bulky e quelli para sono gruppi alkyl. Viene prodotta una grande varietà di fenoli inibitori, impiegati negli oli per trasformatori elettrici, turbine e motori.
La struttura methylenebis è piú efficiente nelle applicazioni ad elevate temperature per via della sua bassa volatilità, se paragonata ad altre molecole.
È un distruttore di perossidi. Di grandissima importanza commerciale nei lubrificanti per motori, serve non solo come antiossidante ma anche come antiusura e protettore dei supporti dalla corrosione. La sua struttura caratteristica è mostrata qui sotto.

Sia i derivati alkyl sia quelli aryl (R in figura) sono impiegati commercialmente; di solito i primi sono piú efficaci come additivi antiusura, i secondi hanno invece elevata stabilità termica. Entrambe le caratteristiche possono essere variate, nei composti alkyl, usando differenti alcooli; gli alkyl piú usati sono propil, butil, esil, octil e miscele di essi.
L’effetto dei radicali alkyl sulla temperatura di decomposizione termica dello ZDP è il seguente:
|
|
Temperature di decomposizione (°C) |
|
Isopropyl |
196 |
|
4-methyl 2-pentyl |
197 |
|
N-amyl |
212 |
|
N-octyl |
Oltre 251 |
La stabilità aumenta con la lunghezza della catena alkyl ed è bassa per i gruppi alkyl secondari con stesso numero di atomi di carbonio. Si noti tuttavia che le superiori caratteristiche prestazionali dello ZDP non sono correlate alla temperatura di decomposizione.
L’usura è la perdita di metallo e conseguente variazione della pulizia e della levigatezza delle superfici in movimento relativo una rispetto all’altra. Se continuativa, si risolve nel malfunzionamento del meccanismo. Tra i principali fattori che provocano usura troviamo il contatto metallo‑metallo, la presenza di particolato abrasivo e l’attacco di acidi corrosivi.
Il diretto contatto metallo‑metallo può essere scongiurato tramite l’interposizione di un velo di materiale (di solito un lubrificante) che protegga le superfici sia per assorbimento fisico sia per reazione chimica. Il ditiofosfato di zinco è largamente usato per questi scopi ed è assai efficiente nella riduzione dell’usura nei meccanismi con valvole in movimento. Questi composti sono stati descritti nei paragrafi dedicati agli inibitori dell’ossidazione e dell’usura dei supporti.
Altri additivi efficienti in questo campo son quelli che contengono fosforo, zolfo o una loro combinazione.
L’usura per abrasione può essere prevenuta tramite rimozione del particolato attraverso filtraggio sia dell’aria sia del lubrificante in ingresso nel motore durante il suo funzionamento. Da qui si deduce subito l’estrema importanza dei filtri: si usino sempre ottimi filtri sia dell’aria sia dell’olio e si verifichi periodicamente la loro pulizia, sostituendoli subito quando necessario.
L’usura per corrosione è in larghissima parte il risultato della diffusione di acidi prodotti durante la combustione del carburante. Può essere controllata usando additivi alcalini come le –basi fenate e solfonate
 Sono
talvolta chiamati anche miglioratori dell’indice di viscosità (VI). Comprendono
una classe di materiali in grado di aumentare le caratteristiche
viscosità/temperatura del lubrificante. Si rammenti che VI è un indice che
fornisce, in prima approssimazione, la dipendenza della viscosità dalla
temperatura.
Sono
talvolta chiamati anche miglioratori dell’indice di viscosità (VI). Comprendono
una classe di materiali in grado di aumentare le caratteristiche
viscosità/temperatura del lubrificante. Si rammenti che VI è un indice che
fornisce, in prima approssimazione, la dipendenza della viscosità dalla
temperatura.
Queste modifiche delle proprietà reologiche sfociano nell’aumento della viscosità a tutte le temperature; l’aumento è piú pronunciato a quelle elevate e ciò migliora VI. Tutto questo è manifesto se si osserva la diminuzione di pendenza della curva nel grafico viscosità/temperatura riportato nei log ASTM.
Di solito i modificatori di viscosità sono polimeri organici solubili in olio, con peso molecolare variabile nell’intervallo 10.000 ÷ 1.000.000; il polimero in soluzione viene ‘gonfiato’ dal lubrificante ed il suo volume determina il grado con cui esso incrementa la viscosità. Piú alta sarà la temperatura, piú grande sarà il volume e maggiore il suo effetto spessore, quindi il velo d’olio tenderà ad assottigliarsi di meno.
Le prestazioni di questi polimeri dipendono anche dalla stabilità all’agitazione, dalla resistenza meccanica allo sbattimento e dalla stabilità termochimica. In un sistema di polimeri la stabilità allo scuotimento diminuisce all’aumentare del peso molecolare; la perdita dovuta allo scuotimento si riflette nella diminuzione di viscosità del lubrificante. In altre parole la migliore resistenza del velo apportata dai modificatori di viscosità cresce, per un certo polimero, all’aumentare del peso molecolare. Deve quindi essere stabilito un bilanciamento delle prestazioni che tenga conto della stabilità allo sbattimento e della viscosità necessarie, cosí come della stabilità termochimica e ossidativa nelle condizioni d’uso del motore.
 Sono anche chiamati, ovviamente,
riduttori del punto di fusione. Prevengono il congelamento dell’olio alle basse
temperature, fenomeno associato alla cristallizzazione della cera di paraffina
presente nella sua parte minerale; questo è un altro dei tanti motivi per cui un
olio totalmente sintetico è migliore di uno in cui figurano composti minerali.
Sono anche chiamati, ovviamente,
riduttori del punto di fusione. Prevengono il congelamento dell’olio alle basse
temperature, fenomeno associato alla cristallizzazione della cera di paraffina
presente nella sua parte minerale; questo è un altro dei tanti motivi per cui un
olio totalmente sintetico è migliore di uno in cui figurano composti minerali.
Per garantire un basso punto di congelamento vengono rimossi i costituenti cerosi durante il processo di raffineria, che solidificano a temperature relativamente alte; tale processo è chiamato decerazione. Il processo completo può portare la produzione dell’olio lubrificante a livelli antieconomici, pertanto si affianca ad un processo solo parziale l’uso di additivi che abbassano il punto di congelamento.
Questi additivi non prevengono quindi la cristallizzazione della cera: vengono piuttosto assorbiti dai cristalli cerosi riducendo cosí la quantità d’olio occlusa nei cristalli stessi.
Questa categoria include i composti antiruggine e gli inibitori delle schiume. I prodotti chimici usati come antiruggine comprendono sulfonati, acidi alkenyl succinici e molti altri. Una notevole mole d’informazioni al riguardo è reperibile in letteratura. Gli agenti anti schiuma comprendono siliconi e miscele di copolimeri organici.
Mentre la natura generale degli additivi può essere la stessa per i vari tipi di lubrificante, la scelta d’un tipo specifico dipende dal contesto in cui il lubrificante sarà usato e dalla base su cui è costruito. Lo sviluppo di gruppi di additivi ben bilanciati contempla una considerevole mole di lavoro aggiuntivo rispetto a quello di additivi impiegati uno per volta; sono necessari test estensivi su ampia scala, sia in laboratorio sia sul campo, perché molto spesso nelle condizioni operative insorgono difficoltà funzionali dalla miscelazione di questi elementi. In altre parole possono evidenziarsi difetti imprevedibili, alcuni utili altri – piú spesso – dannosi. L’unico metodo oggi disponibile per ricavare questi dati sono i test su ampia scala, alcuni dei quali saranno descritti piú sotto.
|
Contenimento dei contaminanti |
1. Detergenza - disperdenza 2. Prevenzione della corrosione 3. Protezione dalla ruggine 4. Stabilità termica ed ossidativa |
|
Trasmissione del calore |
1. Calore specifico 2. Conduttività termica 3. Stabilità termica ed ossidativa |
|
Riduzione degli effetti dell’attrito |
1. Coefficiente d’attrito a. anti usura b. anti saldatura, anti grippaggio 2. Indice di viscosità (VI) 3. Effetti pressione / temperatura 4. Stabilità termica ed ossidativa |
Le stabilità termica ed ossidativa sono necessarie per conseguire tutti i risultati
La maggioranza dei motori impiegati nel settore dei trasporti è a combustione interna (motori endotermici); questi motori hanno elevato rendimento termico e sono relativamente leggeri a fronte della potenza erogata. Le prestazioni dei lubrificanti per motori sono giudicate dalla loro abilità a ridurre l’attrito, resistere alle ossidazioni, minimizzare la formazione di depositi e prevenire corrosione ed usura. Per soddisfare questi requisiti sono necessari additivi, tra i quali spiccano in particolare questi:
|
additivi anti usura |
modificatori della viscosità |
|
riduttori del punto di congelamento |
agenti anti schiuma |
|
modificatori dell’attrito |
anti ossidanti |
|
disperdenti |
detergenti |
|
anti ruggine |
inibitori della corrosione dei supporti |
La maggioranza dei problemi associati ai lubrificanti per motori sono correlati alla decomposizione del lubrificante stesso ed all’ingresso nel carter di prodotti della combustione. La causa prima dei malfunzionamenti del motore dovuti alla scarsa qualità dell’olio è la formazione di depositi, l’inquinamento dell’olio, il suo rassodamento, il suo eccessivo consumo, il grippaggio degli anelli di tenuta dei pistoni, la corrosione e l’usura delle parti metalliche.
Le due principali cause della contaminazione del lubrificante sono la trafilatura dalla camera di combustione ed i gas di scarico che vengono sfogati nei collettori secondo le nuove tecniche anti inquinamento. I gas interagiscono tra loro e con il lubrificante sino a formare fuliggini, sostanze carbonose, lacche e morchie.
Fuliggini
Le particelle fuligginose sono frammenti strappati da atomi con idrogeno; contengono anche quantitativi apprezzabili di zolfo ed ossigeno. Si attraggono fra loro con forza e si legano con i composti dell’olio; tendono a formare delicate strutture friabili che di solito si ritrovano nella camera di combustione.
Depositi carbonosi
Sono il risultato della carbonizzazione del liquido lubrificante e del carburante sulle superfici molto calde; hanno consistenza rigida e basso contenuto di carbone rispetto alle fuliggini, di solito contengono sostanze oleose e ceneri. Si trovano sul cielo dei pistoni e sulla testata, sugli anelli di tenuta dei pistoni e sulle aste delle valvole.
Lacche e vernici
Si formano quando i composti ossigenati del lubrificante si trovano esposti alle elevate temperature. Di solito le lacche sono generate dal lubrificante e risultano solubili in acqua; si ritrovano sui pistoni, sulle pareti dei cilindri e nelle camere di combustione.
Le vernici, invece, sono prodotte dal carburante e risultano solubili in acetone; si trovano di solito sugli attuatori delle valvole, sugli anelli di tenute dei pistoni e sulle parti di ventilazione del carter.
Morchie
Si formano dall’ossidazione del lubrificante e dei prodotti gassosi della combustione che sfiatano attraverso le tenute, ma anche dall’accumulo di acqua e sporcizie dovute ancora alla combustione. Possono avere consistenze diverse, da “maionese” sino a deposti coriacei. Le morchie di basse temperatura, tipiche dei motori a benzina, hanno aspetto acquoso e si formano al di sotto dei 95° C; quelle di alte temperature sono piú comuni nei motori diesel e si formano oltre i 120° C
È il risultato dell’ossidazione del lubrificante, dell’accumulo di sostanze insolubili e di fuliggine. L’incremento della viscosità è causato dalla polimerizzazione dei prodotti ossigenati e dalla sospensione nel lubrificante d’insolubili derivati dal carburante.
La causa prima è la trafilatura dell’olio attraverso gli anelli di tenuta dei pistoni e attraverso le valvole, il quale finisce cosí per bruciare nelle camere di combustione assieme al carburante. Il tasso di consumo dipende da un gran numero di fattori sia del sistema motore sia del lubrificante stesso, tra i quali ricordiamo viscosità, volatilità e proprietà sigillanti.
La trafilatura di piccole quantità d’olio è tuttavia necessaria per la corretta lubrificazione delle pareti dei cilindri e dei pistoni, però un elevato consumo è indice di problemi quali usura dei cilindri, graffi sulle superfici lucide, danni agli anelli di tenuta dei pistoni o movimenti non piú in squadra rispetto alle guide. In queste situazioni aumenta anche lo sfiato nel carter di gas residui della combustione.
La volatilità è un importante fattore nel consumo d’olio. Oli a base leggera colano con facilità fra il cilindro e gli anelli di tenuta e possono essere bruciati.
La causa prima del loro grippaggio è la formazione di depositi lungo le guide del pistone, che porta alla rottura del velo d’olio. Ciò non solo aumenta la trafilatura di gas nel carter per diminuzione del sigillo assicurato dal velo, ma conduce anche alla cattiva trasmissione del calore tra il pistone ed il cilindro: questo porta a perdita di compressione a causa della diversa dilatazione dei componenti, non piú in equilibrio termico, e perfino al grippaggio del motore.
Il carburante diesel, con alto contenuto di zolfo, causa usura precoce degli anelli del pistone e delle pareti del cilindro. L’usura da corrosione è di solito associata ai prodotti della combustione e dell’ossidazione; deriva dall’attacco di acidi solforici ed organici alle superfici metalliche. Questo tipo di usura viene mantenuto sotto controllo tramite l’uso di lubrificanti a base conservante.
Negli USA la classificazione ed i requisiti degli oli motore sono stabiliti attraverso un processo gestito da API, AAMA, EMA e CMA. Questi organismi, assieme all’ILMA, forniscono lo scheletro delle nuove categorie di oli motore. Le società tecniche SAE ed ASTM verificano i requisiti tecnici e da ultimo raccomandano i test ed i limiti che definiranno la nuova categoria.
In Europa i manifattori hanno maggior influenza sui requisiti del lubrificante, sia per i veicoli passeggeri sia per quelli industriali e pesanti. Nel dicembre 1995 l’ACEA ha introdotto un nuovo sistema di classificazione costituito da nove diverse sequenze per definire la qualità dell’olio motore per i servizi automobilistici europei. Il sistema è basato su metodologie fisiche e chimiche e su test del motore simili a quelle militari adottate negli USA ma con riferimenti ad entrambi i metodi ASTM e CEC.
Vi sono infine altri enti preposti a verifiche e controlli. Negli USA l’API amministra anche la certificazione degli oli motore attraverso un sistema che assicura la garanzia, la conservazione nel tempo delle caratteristiche dell’olio ed altro. I requisiti prestazionali degli oli motore, i metodi di test, i limiti delle varie categorie ed i processi di verifica sono stabiliti di concerto fra manifattori, venditori e laboratori di verifica. Questi enti rivedono periodicamente le metodologie di classificazione ed introducono modifiche o nuove norme atte ad assicurare sempre la miglior scelta.
Le problematiche riguardo la lubrificazione dei motori a benzina, specialmente in quelli usati sulle automobili, sono associate a:
· basse temperature d’esercizio o cicli operativi leggeri, che sfociano nell’eccessiva contaminazione del lubrificante ad opera di particelle del carburante combuste solo parzialmente i da altre sostanze trafilate dalla camera di combustione
· ossidazione alle alte temperature, che sfocia in ruggine e morchie che conducono, assieme ad altri fattori, all’eccessivo addensamento dell’olio
· usura del sistema delle valvole, che sfocia nell’eccessiva alzata della valvola e nel maggior carico sulla molla di richiamo, soprattutto nei motori di elevate prestazioni dove serve maggior flusso sia in fase di aspirazione che di scarico
· uso di sistemi per ridurre l’inquinamento dell’aria, come ventilazione del carter e ricircolo dei gas di scarico
Riconosciuti questi problemi, l’industria automobilistica ha definito i requisiti dei lubrificanti per i propri motori in termini di procedure di test dinamometrici. Alcune di queste sono pubblicate dall’ASTM e contemplano:
· depositi e ruggini alle basse temperature (seq. II D)
· rassodamento dell’olio ed usura dei sistemi delle valvole (seq. III E)
· prestazioni del lubrificante in condizioni di frequenti avvii-arresti, tipici dell’uso urbano (seq. V E)
Nel Nord America tutti gli oli licenziati devono soddisfare i requisiti ILSAC GF‑2 ed API SJ. In Europa gli oli per motori di trazione devono invece soddisfare i requisiti ACEA A1‑06, A2‑96 o A3‑96.
I requisiti dei lubrificanti per motori diesel sono orientati soprattutto al controllo delle emissioni. Il progetto di nuovi motori parte e si basa sulla regolazione e riduzione delle emissioni nocive (si veda la tabella); questo comporta un ambiente operativo piú severo per il lubrificante.
|
Anno |
CO (g/bhp-h) |
PM (g/bhp-h) |
HC (g/bhp-h) |
NOx (g/bhp-h) |
|
1994 |
15.5 |
0.1 |
1.3 |
5 |
|
1998 |
15.5 |
0.1 |
1.3 |
4 |
|
2004 opzione 1 |
15.5 |
0.1 |
NMHC + NOx = 2.4 * |
|
|
2004 opzione 2 |
15.5 |
0.1 |
NMHC + NOx = 2.5 * |
|
* Idrocarburi non metano — cap. di 0.5 g/bhp-h nell’opzione 2
Nella cosa per la riduzione delle emissioni, il lubrificante è stato individuato come elemento di primo piano nella formazione del particolato d’idrocarburo. Ciò è dovuto in parte allo sfiato dell’olio attraverso le valvole di scarico e le tenute del turbocompressore, ma principalmente al consumo del velo d’olio lungo le pareti dei cilindri durante la combustione. Al fine di ridurre l’emissione di particolato, i nuovi motori diesel vengono progettati per lavorare con veli d’olio sottilissimi e per minimizzare la trafilatura del lubrificante dagli anelli di tenuta dei pistoni.
Sfortunatamente questo può aumentare il rischio di strisciamento degli anelli lungo le guide, innalzando le temperature d’esercizio ed incrementando il potenziale rischio di formazione di depositi. Inoltre gli accorgimenti e le modifiche del motore necessari ad assicurare l’uniformità alle norme sulle emissioni del 1994 comportano anche il negativo effetto d’aumentare le fuliggini nel lubrificante, la qual cosa aumenta la viscosità dell’olio e l’usura.
Negli USA gli oli concepiti per l’uso nei motori diesel a basse emissioni devono soddisfare i requisiti API CG‑4. Le caratteristiche di controllo dei depositi sono valutate, per questi tipi di oli, tramite il test Caterpillar 1N a singolo cilindro; altri test misurano gli altri parametri in gioco, come l’usura del sistema delle valvole, ecc. L’olio usato nei motori diesel a 4 tempi operanti con carburante ad elevato contenuto di zolfo devono inoltre soddisfare i requisiti API CE, mentre quelli impiegati nei moderni motori diesel a 2 tempi devono soddisfare le API CF‑2.
Considerazioni simili sono alla base dello sviluppo dei lubrificanti per motori diesel in Europa, dove l’ACEA ha aggiornato le proprie specifiche sia per i veicoli passeggeri sia per quelli industriali.
Le funzioni primarie del lubrificante per ingranaggi sono le stesse di tutti i lubrificanti, tuttavia dev’essere data particolare enfasi alla riduzione degli attriti e alla rimozione del calore; contenere gli agenti contaminanti, per quanto utile, non è invece critico come negli oli per carter poiché qui non vi sono i prodotti degradati del combustibile e del lubrificante, né la combustione ed i gas da essa emanati. I principali tipi di additivi usati in questi oli sono:
· anti usura
· pressioni estreme
· agenti anti schiuma
· anti ossidanti
· anti ruggine
Gli inibitori dell’ossidazione, della ruggine e delle schiume usati in questi lubrificanti sono dello stesso tipo di quelli già visti. Particolare importanza rivestono invece gli additivi anti usura e quelli per estreme pressioni, che vengono attivati solo sotto specifiche condizioni di pressione e temperatura: questa proprietà è necessaria sia per preservare i reagenti sia per evitare reazioni indesiderate che potrebbero causare danni al sistema. Esempi di effetti nocivi sono l’eccessiva usura dei denti degli ingranaggi, dei cuscinetti di supporto e degli altri componenti, cosí come il deposito nei condotti dell’olio ed in altre zone critiche di residui.
Combinare in un lubrificante singolo le necessarie proprietà conferite dagli additivi non è semplice; l’ostacolo piú grande è la difficoltà di conciliare i requisiti per alte velocità di rotazione e scorrimento con quelli per elevata coppia: spesso i materiali che migliorano i primi peggiorano i secondi, e viceversa. Per via di questa complessità, molti test su ampia scala rivolti al settore automobilistico e industriale devono essere eseguiti sia in laboratorio sia su strada; richiedono inoltre il supporto di altri test fisico-chimici di laboratorio.
Per definire bene un lubrificante per ingranaggi servono sia le specifiche API sia i gradi di viscosità SAE. La viscosità dev’essere scelta in base alle temperature minime e massime dell’ambiente operativo, di solito vengono usati quindi fluidi multigrado in cui ogni grado di viscosità è distinto per le temperature alte e per quelle basse.
Le automobili a trazione posteriore richiedono maggior protezione termica e stabilità all’ossidazione e alla ruggine. Ciò è ottenuto con l’uso di lubrificanti allo zolfo ed al fosforo, i cui requisiti sono indicati nelle specifiche API GL‑5. Tuttavia molti costruttori eccedono queste caratteristiche e come conseguenza la SAE e l’ASTM hanno dovuto aggiornare la categoria GL per contemplare le nuove esigenze; l’azione ha promosso lo sviluppo di lubrificanti di categoria API MT‑1 ed ha proposto la categoria PG‑2, pensata per soddisfare le richieste del Nord America riguardo i veicoli industriali a ciclo pesante.
L’API MT‑1 è concepita per gli oli usati nei veicoli industriali e negli autobus a trasmissione manuale. Il suo fine è gestire le alte temperature, la pulizia e la stabilità dei controlli anti ossidanti e anti usura, ma anche la compatibilità con le leghe a base di rame.
Le norme PG‑2 sono invece rivolte ai veicoli industriali pesanti ed autobus con trasmissione ad ingranaggi ipoidi a profilo a spirale. Includono anche i requisiti per la gestione delle alte temperature e per le proprietà sigillanti.
In Europa la qualità di questi oli è influenzata soprattutto dai requisiti imposti dai maggiori costruttori di autoveicoli. Le API GL‑5 e le MIL L‑2105D stabiliscono le prestazioni minime per i veicoli commerciali. I costruttori impongono anche ulteriori e piú severe richieste volte a soddisfare le loro necessità riguardo resistenza alla fatica, pulizia, uso in cambi automatici, ecc.
La gran parte delle auto usa sistemi di trazione e trasmissione transassiali che riducono la richiesta di lubrificante per l’asse posteriore; questi veicoli sono ormai riforniti in fabbrica con lubrificanti che dureranno per tutta la loro vita. Tuttavia nell’uso sportivo o molto gravoso, oppure per lunghissime percorrenze, è consigliabili sostituirli di tanto in tanto.
I lubrificanti API GL‑4 sono ormai prossimi ad essere rimpiazzati da altri piú specializzati, soprattutto nelle trasmissioni manuali. Questi fluidi hanno eccellente stabilità termica e caratteristiche anti attrito oculatamente scelte per garantire la precisa sincronizzazione degli innesti durante le cambiate e l’ottimo scorrimento degli ingranaggi mobili.
Un’area non ancora ben delineata dalle specifiche industriali è quella dei differenziali a slittamento limitato, per via delle diverse scelte costruttive di questi complessi dispositivi. Allo stato attuale non ci sono elementi chiari ed universalmente riconosciuti per determinare e valutare le qualità che i loro lubrificanti devono possedere; si ricorre di volta in volta alle indicazioni fornite dal costruttore del differenziale e ai test sul veicolo da lui suggeriti.
Le piú importanti funzioni d’un fluido per trasmissioni automatiche (ATF) sono le seguenti:
· trasmissione della potenza attraverso il fluido (convertitori di coppia)
· controllo idraulico
· trasmissione del calore
· lubrificazione delle parti della trasmissione, come frizioni, ingranaggi, supporti, sigilli
· modificatori dell’attrito
Gli additivi impiegati per migliorare queste caratteristiche possono ascriversi alle seguenti categorie:
· anti ossidanti
· disperdenti
· pressioni estreme
· modificatori dell’attrito
· riduttori del punto di congelamento
· modificatori della viscosità
· sigillanti
· inibitori della corrosione
· agenti anti schiuma
Un problema critico nello sviluppo degli ATF è garantire le desiderate proprietà di attrito affinché le frizioni lavorino al meglio, contemporaneamente alle altre caratteristiche necessarie. Per via delle notevoli differenze tra i vari sistemi di trasmissione automatica, i requisiti variano parecchio da un produttore all’altro: un progettista può richiedere fluidi “morbidi” con basso coefficiente d’attrito e di frizione interna per favorire cambiate piú dolci e silenziose, senza usura causata dallo scorrimento; un altro potrebbe invece richiedere elevato coefficiente d’attrito viscoso per assicurare cambiate veloci e prevenire l’usura dovuta allo slittamento.
Gli ATF devono anche avere viscosità abbastanza alta alle elevate temperature per scongiurare eccessive perdite nei sistemi idraulici e di controllo: ciò sfocerebbe infatti in basse pressioni idrauliche e decadimento delle caratteristiche di cambiata. Per di piú viscosità troppo alte alle basse temperature provocano diminuzione della fluidità e dell’afflusso di olio che causano perdita d’efficienza, cavitazione delle pompe, lunghi tempi di cambiata, possibile guasto delle frizioni e riduzione della capacità di partenza da fermo.
I progetti dei veicoli moderni e delle loro trasmissioni sono rivolti a causare, grazie alle caratteristiche del cambio, maggiore stress del lubrificante e del fluido della trasmissione. Le –esigenze di minor consumo di carburante hanno spronato la ricerca aerodinamica che ha condotto a veicoli con prese d’aria piú piccole e con ridotti sfoghi per l’aria calda. Tutto ciò, unito alle esigue dimensioni imposte dalla forma della carrozzeria, ha accresciuto le temperature d’esercizio. Le specifiche piú seguite sono le General Motors Dexron III e le Ford Mercon.
I controlli elettronici della trasmissione sono ormai molto diffusi sui veicoli moderni ed i piccoli orifizi per il fluido richiesti da tali sistemi modificano pesantemente la reologia della questione, soprattutto per il raffreddamento. Onde assicurare buone prestazioni operative, in particolare alla partenza, gli ATF devono avere buona viscosità alle basse temperature: le normative sopra citate indicano valori di 20.000 cP a –40° C.
Numerose sono le altre proprietà indispensabili in questo genere di fluidi, tra le quali si annoverano la lubrificazione degli organi in movimento, la resistenza alla formazione di schiuma, la bassa volatilità, il basso punto di congelamento e l’alto punto d’infiammabilità. Di solito le tecnologie richieste per assicurare queste proprietà non sono però complesse come quelle necessarie a garantire quanto descritto piú sopra.


